Introduction
When a haul truck fails mid-shift, mining operations face costs of approximately $180,000 per incident, with hourly losses hitting $130,000 for critical assets. Poor maintenance practices remain the leading cause of these breakdowns.
The consequences extend far beyond repair bills. Unexpected failures trigger missed production quotas, idle labor crews, and serious safety risks. Each breakdown ripples through the entire operation, compounding financial losses.
This article outlines proven maintenance strategies—from predictive monitoring to systematic inspections—that mining operations use to minimize downtime, extend equipment lifespan, and protect profitability.
Key Takeaways
- Preventive and predictive maintenance can reduce unplanned downtime by 30–50%
- Smart spare parts inventory cuts repair delays by 40% and reduces costs
- Operator training and daily inspections catch problems before they escalate into failures
- Real-time condition monitoring delivers measurable ROI by preventing catastrophic breakdowns
Why Mining Equipment Maintenance Is Critical to Reducing Downtime
Downtime is one of the most expensive operational challenges in mining. Unlike manufacturing facilities where inventory can buffer a stopped production line, a halted excavator or haul truck immediately impacts extraction rates and downstream processing.
The financial impact is staggering. Industry data shows the average equipment failure incident costs approximately $180,000.
High-production assets generate losses of $130,000 per hour during downtime. When aggregated across operations running 24/7, these inefficiencies can cost the world's largest mining companies roughly 11% of their revenues.
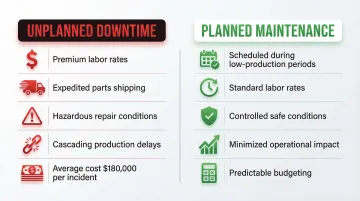
Unplanned vs. Planned Downtime
Unplanned downtime is far more costly than scheduled maintenance windows. Emergency repairs require premium labor rates, expedited parts shipping, and often force maintenance crews to work under pressure in hazardous conditions.
Planned maintenance, by contrast, allows operations to schedule work during shift changes or low-production periods, minimizing operational impact.
Cascading Effects of Equipment Failure
- Production delays that miss daily extraction targets
- Labor inefficiency as crews wait for repairs
- Safety risks from catastrophic failures like tire blowouts or hydraulic ruptures
- Downstream bottlenecks when processing equipment sits idle
Long-Term Value of Proactive Maintenance
Proactive maintenance extends equipment lifespan significantly. A haul truck operating 600+ hours monthly—equivalent to two years of consumer vehicle use—experiences intense wear.
Strategic maintenance reduces total cost of ownership by maximizing component life and preventing secondary damage from cascading failures.
Types of Maintenance Strategies for Mining Equipment
Mining operations typically employ a combination of maintenance approaches, each serving distinct purposes. Understanding these four core strategies helps operations balance cost, efficiency, and equipment longevity.
Preventive Maintenance
Scheduled inspections and servicing based on fixed time intervals or usage hours form the baseline for most operations. This approach ensures warranty compliance and makes budgeting predictable.
Typical preventive tasks include:
- Engine oil changes every 250–500 hours
- Hydraulic filter replacements at 1,000-hour intervals
- Visual inspections of hoses, belts, and structural components
- Lubrication of joints, bearings, and pivot points
- Tire pressure and condition checks
Preventive maintenance reduces unplanned downtime by 30–45% compared to purely reactive approaches.
Predictive Maintenance
This strategy uses sensors, IoT devices, and data analytics to monitor equipment condition in real-time, predicting failures before they occur.
Predictive maintenance is generally more cost-effective than preventive maintenance because it maximizes component life rather than replacing healthy parts on fixed schedules.
Key predictive monitoring indicators:
- Vibration analysis for bearing and alignment issues
- Oil analysis detecting metal particles and contamination
- Thermal imaging identifying overheating components
- Pressure monitoring for hydraulic system health
A large open-pit mine in Peru implemented Komatsu's MineCare remote monitoring system and achieved a 53% increase in Mean Time Between Failure (MTBF) and a 21% reduction in unscheduled maintenance events. In one incident, early detection of a coolant pressure drop prevented catastrophic engine failure, saving $250,000.
Corrective Maintenance
Reactive repairs after equipment failure occurs. While sometimes unavoidable, heavy reliance on corrective maintenance dramatically increases downtime and costs.
Emergency repairs often require premium labor rates, expedited parts shipping, and force crews to work under suboptimal conditions. Studies show corrective maintenance costs 3-5 times more than preventive approaches when accounting for total downtime impact.
Condition-Based Maintenance
Maintenance triggered by actual equipment condition rather than fixed schedules. This approach monitors specific indicators—oil particle counts, vibration thresholds, temperature readings—and triggers interventions only when degradation is detected.
Condition-based maintenance optimizes labor and parts usage while targeting specific failure modes.

Key Warning Signs That Mining Equipment Needs Maintenance
Catching equipment issues early can mean the difference between a 30-minute fix and a multi-day shutdown. Operators and maintenance crews should monitor equipment constantly, watching for specific patterns that signal developing problems.
Performance degradation often appears first, before physical damage becomes visible.
Performance Changes:
- Reduced power output or slower operation cycles
- Inconsistent performance or hesitation during operation
- Increased fuel or energy consumption indicating internal inefficiency
Sound and vibration issues typically indicate mechanical problems that will worsen rapidly under continued load.
Audible and Physical Indicators:
- Unusual noises such as grinding, whining, or knocking sounds
- Abnormal vibrations in the cab, chassis, or specific components
- Hydraulic pump whining (signals cavitation that destroys pumps fast)
Visual inspections reveal leaks, wear patterns, and structural damage before complete failure occurs.
Visual Wear:
- Leaking hydraulic fluid, coolant, or engine oil
- Damaged or cracked hoses and belts
- Worn tires or tracks showing uneven tread patterns
- Corroded components or structural cracks
- Packed mud or debris in undercarriage components
Temperature spikes indicate friction, insufficient lubrication, or cooling system failures that accelerate component wear.
Thermal Warnings:
- Rising coolant or hydraulic temperatures
- Heat buildup in tires exceeding TKPH (Tonne-Kilometre per Hour) ratings
- Temperature spikes in bearing housings or lubrication systems
Addressing any of these warning signs within the first 24-48 hours prevents the majority of catastrophic failures. Document each occurrence to identify patterns that might indicate systemic issues requiring design modifications or operational changes.

Top Strategies to Reduce Operational Downtime Through Maintenance
These proven strategies minimize unplanned downtime based on real-world mining operations:
1. Implement Comprehensive Preventive Maintenance Programs
Document maintenance schedules for all critical equipment with clear intervals for inspections, servicing, and component replacements.
Copper Ridge Mining achieved a 42% reduction in equipment downtime and $3.2 million in annual savings by implementing preventive maintenance software integrated with IoT sensors.
2. Train Operators for Daily Pre-Shift Inspections
Operators are the first line of defense against equipment failure. Daily pre-shift checks should include:
- Fluid levels and tire condition
- Visible leaks or hydraulic issues
- Unusual sounds or vibrations
- Dashboard warning lights
Trained operators contributed to a 19% improvement in equipment availability at one mining operation by catching problems early.
3. Maintain Strategic Spare Parts Inventory
Missing critical spare parts extends downtime significantly. Use ABC (value) and VED (criticality) analysis to prioritize inventory. Stock "Vital" parts for high-value assets to prevent long lead-time delays.
For non-critical components or backup equipment needs, consider sourcing from used equipment dealers who maintain ready-to-ship inventory. One global mining company's spare parts optimization program is projected to save $103 million over 20 years by ensuring critical components are available when needed.
4. Deploy Predictive Maintenance Technologies
Technology bridges the gap between preventive and reactive maintenance. Real-time monitoring through vibration analysis, oil analysis, and thermal imaging catches problems before failure. At one operation, vibration patterns identified a pending engine failure weeks in advance, preventing a $185,000 loss.
5. Schedule Major Maintenance During Planned Downtimes
Align major overhauls with production cycles, shift changes, or seasonal slowdowns to minimize operational impact. Coordinate maintenance windows across multiple assets to optimize crew utilization.
6. Establish Rapid Response Protocols
Create clear escalation procedures for equipment breakdowns, including on-call maintenance teams, emergency parts procurement channels, and backup equipment deployment plans. Reduce mean time to repair (MTTR) through standardized troubleshooting procedures and pre-positioned tools.

Mining Equipment Maintenance Schedule Guidelines
Maintenance intervals vary based on equipment type, usage intensity, and environmental conditions. The table below provides general frequency guidelines:
| Maintenance Type | Frequency | Key Activities |
|---|---|---|
| Daily Operator Checks | Every shift | Fluid levels, tire pressure, visual leak inspection, warning lights, unusual sounds |
| Weekly Inspections | 7 days | Detailed visual inspection, lubrication of grease points, belt/hose condition, filter checks |
| Monthly Servicing | 30 days / 250 hours | Engine oil change, filter replacements, hydraulic system inspection, brake checks |
| Quarterly Major Inspections | 90 days / 1,000 hours | Transmission service, hydraulic filter replacement, undercarriage inspection, electrical system testing |
| Annual Overhauls | Annually / 2,000+ hours | Component rebuilds, major system overhauls, structural inspections, compliance certifications |
Adjusting for Harsh Environments
Mining environments characterized by dust, extreme temperatures, and poor road conditions accelerate wear significantly. Poor haul road surfaces can increase breakdown incidents by 44% and maintenance times by 15%.
Environment-specific adjustments include:
- High-dust conditions: Shorten oil analysis intervals from 500 hours to 250 hours to catch contamination early
- Severe operating environments: Reduce preventive maintenance intervals by 20–30% below OEM baselines
- Extreme heat (above 180°F): Monitor hydraulic fluid more frequently and use higher-grade lubricants to prevent seal breakdown
- Poor haul roads: Increase undercarriage and suspension inspections to prevent accelerated component failure

Frequently Asked Questions
How much does equipment downtime typically cost mining operations?
Unplanned downtime averages $180,000 per incident, with critical assets like haul trucks costing up to $130,000 per hour. Costs vary by operation size and commodity prices, but downtime remains one of mining's largest controllable expenses.
What is the difference between preventive and predictive maintenance in mining?
Preventive maintenance follows fixed schedules based on time or usage hours. Predictive maintenance uses real-time sensor data to anticipate failures before they occur, maximizing component life while avoiding unnecessary replacements.
How often should mining equipment undergo major maintenance?
Intervals depend on manufacturer recommendations and operating conditions. Typical schedules range from quarterly inspections (1,000 hours) to annual overhauls (2,000+ hours), with harsh environments requiring more frequent servicing.
What are the most common causes of unexpected equipment downtime?
Primary causes include inadequate lubrication, dirty hydraulic fluid, worn components not replaced on schedule, operator error, and deferred maintenance. Poor road conditions can increase breakdown incidents by up to 44%.
Can maintenance strategies reduce both downtime and operational costs?
Proactive maintenance reduces emergency repairs, extends equipment lifespan, and prevents cascading failures. Operations implementing comprehensive programs have achieved 30–50% reductions in unplanned downtime and millions in annual savings.
What role does operator training play in reducing equipment downtime?
Trained operators catch problems early through pre-shift inspections and recognize abnormal sounds or performance changes. They operate equipment within design limits, contributing to availability improvements of 19% or more by preventing minor issues from escalating.
Need reliable used construction or heavy equipment? Mideast Equipment Supply maintains an extensive inventory with comprehensive condition documentation and detailed specifications to help you make informed purchasing decisions. Contact their team at +1 860-222-3393 or visit their website to explore current availability.